

Mi az a szálcsap?
A menetcsap egy speciális vágószerszám, amelyet arra terveztek, hogy belső meneteket hozzanak létre az előre fúrt lyukakon belül. Úgy működik, hogy eltávolítja az anyagot (metszőcsapok) vagy elmozdítja az anyagot (alakító csapokat), hogy csavarokat, csavarokat és egyéb menetes rögzítőket tartalmazó spirális hornyokat hozzon létre. A menetfúrók elengedhetetlenek a feldolgozóiparban, az autóiparban, a repülőgépiparban és a vízvezeték-szerelő iparban, ahol pontos belső menetre van szükség az összeszereléshez és a mechanikus rögzítéshez.
A menetfúrókat jellemzően edzett krómacélból, gyorsacélból (HSS) vagy tömör keményfémből gyártják, hogy ellenálljanak a menetfúrási folyamat során keletkező vágási erőknek és súrlódásnak. A szerszám hosszirányú hornyokkal rendelkezik, amelyek vágóéleket és csatornákat biztosítanak a forgács eltávolításához, valamint egy letört vezeték, amely a csapot a furatba vezeti.

A menetfúró fő funkciói
Belső szál létrehozása
A menetfúró elsődleges funkciója a belső menetek vágása vagy kialakítása a furatokban. Ellentétben a külső menetvágó szerszámokkal (matricák), a menetfúrók a hengeres felület belsejéből dolgoznak, létrehozva a menetes csatlakozás belső alkatrészét. Ez lehetővé teszi a csavarok, csavarok és csapok biztonságos rögzítését fém, műanyag vagy kompozit munkadarabokhoz.
Menetjavítás és helyreállítás
A menetfúrók kritikus funkciót töltenek be a sérült vagy lecsupaszított belső menetek javításában. A menetprofil újravágásával a menetfúrók visszaállíthatják az elhasználódott meneteket az eredeti specifikációjukra, megmentve a nagy értékű alkatrészeket a selejtezéstől. Ez különösen fontos a motorjavításban, a gépek karbantartásában és a repülőgép-alkalmazásokban, ahol jelentősek az alkatrészek cseréjének költségei.
Chipkezelés és evakuálás
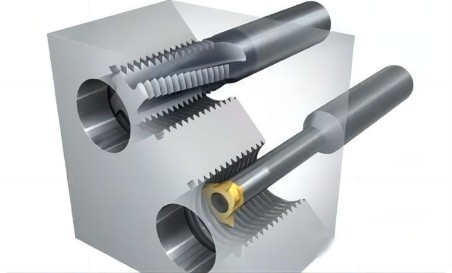
Különböző csapgeometriákat terveztek a forgácsok hatékony kezelésére. A spirálhegyű menetfúrók előre tolják a forgácsokat (ideális az átmenő lyukakhoz), míg a spirális hornyos csapok hátrafelé húzzák a forgácsokat (a zsákfuratokhoz elengedhetetlen). Ez a forgácseltávolító funkció megakadályozza a szerszám törését és biztosítja a menet minőségét.
A menetfúró használata szálszámításokhoz
Érintse meg a Fúróméret számítása lehetőséget
A menetfúrás előtt egy megfelelő átmérőjű vezetőlyukat kell fúrnia. A menetfúró mérete kb 65-75%-os menetkapcsolat , amely optimális erő-nyomaték egyensúlyt biztosít. Csak egy lyukat fúrni 0,2 mm-rel alulméretezett -kal növelheti a megfúrási nyomatékot 15-25% , jelentősen növelve a törés kockázatát.
RPM és előtolási sebesség számítása
CNC menetfúrás esetén az orsó fordulatszámát (RPM) a következő képlettel kell kiszámítani: Fordulatszám = (vágási sebesség × 1000) / (π × csap átmérője) . Az előtolási sebességnek pontosan meg kell egyeznie a menetemelkedéssel – minden eltérés menetelakadást vagy menettörést okoz. Például egy M6×1.0 menetfúró fordulatonként pontosan 1,0 mm előtolást igényel.
Mélységszámítás zsákfuratokhoz
A zsákfuratok megfúrásakor számítsa ki a kívánt fúrási mélységet 3-5 osztástávolság a szükséges menetmélységen túl. Ez megakadályozza, hogy a csap hozzáérjen a furat aljához, ami azonnali törést okoz. 20 mm-es menetmélységet igénylő M8×1,25-ös menet esetén legalább 24–26 mm-es mélységet fúrjon.

Thread Tap vs. Other Threading módszers
Kulcsfontosságú betekintés: A menetmarást előnyben részesítjük a túllépő anyagoknál 50 HRC vagy nagy értékű alkatrészek, mert a törött marókat könnyebb eltávolítani, mint a törött menetfúrókat. Űrlapütő ajánlatok 3x hosszabb szerszámélettartam mint az alumínium vágócsapok, de a ≤36 HRC anyagokra korlátozódik.
Különbség a csap és a menetes csap között
A kifejezéseket gyakran felcserélhetően használják, de vannak finom különbségek:
- "Tap" a belső menetek készítésére használt szerszámok általános kifejezése, beleértve a kézi menetfúrókat, a gépi menetfúrókat és az alakító menetfúrókat.
- "szálcsap" kifejezetten a teljes forgácsolószerszám-szerelvényre vonatkozik, meghatározott menetgeometriával, hornyokkal és szár-konfigurációval, amelyet szabványos menetprofilok (pl. UNC, UNF, metrikus) előállítására terveztek.
A gyakorlatban a „menetfúrás” a szerszám csavarmenetek létrehozásának funkcióját hangsúlyozza, míg a „tap” tágabb értelemben a szerszámkategóriára utalhat. Mindkét kifejezés ugyanazt az alapvető szerszámcsaládot írja le.

Hogyan lehet megakadályozni a csaptörést
A menetfúrás törése a legköltségesebb megmunkálási hibák közé tartozik, a zsákfuratokban előforduló törött menetek gyakran megkövetelik EDM extrakció ami többe kerülhet, mint maga az alkatrész. Alkalmazza ezeket a bevált stratégiákat:
Optimalizálja a kísérleti furatok méretét
Cél 75%-os menetösszekötődés 100% helyett. A teljes menetek csak 5%-kal növelik a szilárdságot, de megháromszorozzák a nyomatékigényt. A beállításkor ellenőrizze a fúróméretet – soha ne hagyatkozzon kizárólag a programadatokra.
Válassza a Megfelelő csap-geometria lehetőséget
- Átmenő lyukakon: Használjon spirális hegyű (pisztolyorr) csapokat, amelyek előre tolják a forgácsot
- Vak lyukak: Használjon spirális fuvolacsapokat, amelyek felfelé húzzák a forgácsot
- Mély lyukak (>1,5× átmérő): Valósítson meg kopogtató ciklusokat
Vágási paraméterek szabályozása
Csökkentse a vágási sebességet 20-30% edzett acélokhoz. Használjon merev menetfúró üzemmódot CNC-ben az orsó fordulatszámának és előtolási sebességének szinkronizálásához – a hibás beállítás egyenetlen terhelést és törést okoz.
Biztosítsa a megfelelő kenést
Az olajalapú vágófolyadékok extrém nyomású adalékanyagokkal meghaladják a vízben oldódó hűtőfolyadékokat a csapolásnál. A 316L rozsdamentes acél esetében a nem megfelelő kenés a munka megkeményedését és beszorulását okozza.
Karbantartja a szerszám- és gépállapotokat
- Cserélje ki a csapokat proaktívan a menetszám korlátai alapján, ne várja meg a meghibásodást
- Ellenőrizze az orsó kifutását ≤0,01 mm
- Használjon lebegő csaptartókat a kisebb eltolódások kezelésére

Mi az a vaklyuk, és melyik csapot kell használni?
A vaklyuk definíciója
A vak lyuk egy lyuk, amely nem megy át teljesen a munkadarabon – zárt alja van. Az átmenő furatokkal ellentétben a vak lyukak felfogják a forgácsokat a belsejében, ami jelentősen megnehezíti a menetkészítést. A zsákfuratok gyakoriak a motorblokkokban, a hidraulikus elosztókban és a szerkezeti elemekben, ahol a rögzítőelemek nem nyúlhatnak ki az ellenkező oldalon.
Javasolt csaptípusok zsákfuratokhoz
Kritikus követelmény: A zsákfuratokhoz mindig használja spirálfuvola csapok lehetőség szerint belső hűtőfolyadék csatornákkal. Ezek kihúzzák a forgácsot felfelé és ki a lyukból, megakadályozva, hogy az alján eltömődjenek, ami törést okoz. 1,5-szeres átmérőnél mélyebb furatok esetén hajtsa végre a csípőfúrást – haladjon előre 2-3 menetet, majd húzza vissza a forgács eltávolításához.
Hogyan kell karbantartani a menetcsapot
Tisztítás és tárolás
Minden használat után alaposan tisztítsa meg a csapokat kefével és oldószerrel, hogy eltávolítsa a forgácsokat és a vágófolyadék maradványait. Tárolja a csapokat külön rekeszekben vagy védőhüvelyekben, hogy elkerülje az élek károsodását. Soha ne dobja a csapokat a szerszámfiókokba, ahol más szerszámokhoz érhetnek.
Ellenőrzés és élezés
Vizsgálja meg nagyítás alatt a menetvágó éleket, hogy nincs-e rajta kopás, repedés vagy felhalmozódás. Kopás észlelésekor újraköszörüljük a fuvolákat, de soha ne köszörülje meg a furulya alját – ez gyengíti a szerszámot. Az újracsiszolás során távolítson el minden kopott részt a megfelelő geometria visszaállításához. Kerülje a túl szűk területszélesség kialakítását az újraélezés során.
Bevonat és felületkezelés
Alkalmazzon felületkezeléseket, mint pl Titán-nitrid (TiN) vagy gőz-oxidot a súrlódás csökkentésére és a szerszám élettartamának meghosszabbítására. A TiCN bevonatok különösen hatékonyak a rozsdamentes acél alkalmazásokhoz. Újra bevont csapokkal lehet elérni 2–3-szorosa a szerszám élettartamának bevonat nélküli szerszámok.
Életkezelés
Határozzon meg előre meghatározott szerszámélettartam-korlátokat az anyag és a menetszám alapján. Például egy alumíniumból készült HSS csap feldolgozhatja 500-1000 lyuk , míg ugyanaz a 316L rozsdamentes acél csap csak kitarthat 50-100 lyuk . Proaktívan cserélje ki a menetfúrókat – az elhasználódott menetek elvágják az alulméretezett meneteket, és nagyobb nyomatékot igényelnek, ami növeli a törés kockázatát.

GYIK a menetfúrókról
Miért törik el folyton a csapom a zsáknyílásokban?
A leggyakoribb ok az forgács felhalmozódása a lyuk alján . Váltson a forgácsot felfelé húzó spirálhornyos menetfúrókra, ellenőrizze, hogy a fúrási mélység megfelelő hézagot biztosít-e (3-5 osztásközzel a menetmélységen túl), és fontolja meg a mély furatok megfúrási ciklusát.
Használhatom ugyanazt a csapot kézi és gépi menetfúráshoz?
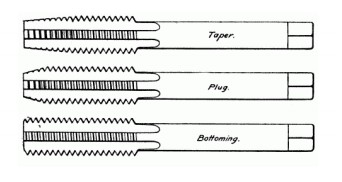
A kézi menetfúrókat (kúpos, dugós, aljozó készletek) csapkulcsos kézi használatra tervezték, és meghatározott letörési hosszúsággal rendelkeznek a fokozatos vágáshoz. A gépi menetfúrókat CNC/megmunkálóközponti használatra tervezték, szinkronizált előtolási sebességgel. Míg a kézi menetfúrók gépekben használhatók, a gépi menetfúrókat nem szabad kézzel használni agresszív geometriájuk miatt.
Mi a különbség a vágás és az alakítás között?
Csapok vágása távolítsa el az anyagot, hogy szálakat és forgácsokat hozzon létre. Csapok kialakítása (hengercsapok) forgácsképződés nélkül kiszorítják az anyagot, erősebb meneteket hozva létre jobb felületminőséggel. A menetfúrók kialakításához azonban ≤36 HRC anyagra van szükség, és valamivel nagyobb meneteket eredményez, amelyek nagyobb előfuratokat igényelnek.
Hogyan távolíthatom el a törött csapot a lyukból?
Az eltávolítási módszerek a következők: (1) menetelszívók, amelyek megragadják a törött szárat, (2) elektromos kisülési megmunkálás (EDM) a csap kiégetésére, (3) óvatos fúrás bal oldali fúrókkal, vagy (4) nagy értékű alkatrészek vegyszeres feloldása. A megelőzés mindig költséghatékonyabb – a törött csap eltávolítása többe kerülhet, mint maga a munkadarab.
Miért túl szorosak vagy túl lazák a szálaim?
Laza szálak jelezze a túlméretezett fúrólyukakat vagy az alulméretezett kopott csapokat. Szűk szálak Alulméretezett fúrók, kopott menetfúrók alulméretezett vágása (az oldalkopás növeli a osztás átmérőjét), vagy az elégtelen kenés, ami epedést okoz. Mindig ellenőrizze a fúróméretet, és adja meg a tűrésosztályokat (6H a metrikus, 2B az egyesített) rajzokon.
Milyen vágási sebességet használjak a menetfúráshoz?
Tipikus felületi sebességek: Alumínium: 15-25 m/perc; Szénacél: 8–12 m/perc; Rozsdamentes acél: 4-8 m/perc; Edzett acél (>45 HRC): 3-5 m/min . Ha kétségei vannak, kezdje az alsó végtől, és fokozatosan növelje. A túlzott sebesség megkeményedik a rozsdamentes acélban, és felmelegszik, ami felgyorsítja a kopást.


