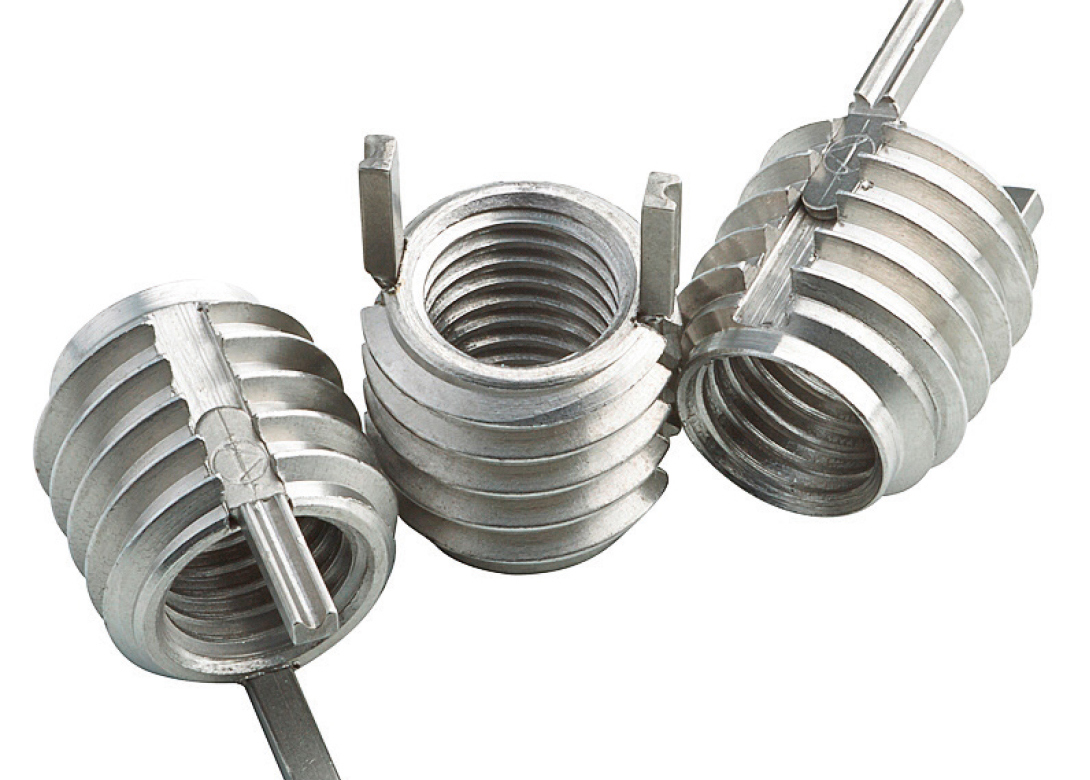
A huzal menetes betét nagy szakítószilárdságú rozsdamentes acélhuzalból (jellemzően 304-es vagy 316-os típusból) készült, spirálisan tekercselt rögzítőeszköz, rombusz alakú keresztmetszetű. Egy előre megfúrt furatba van beillesztve, hogy tartós, kopásálló belső menetet hozzon létre, amely meghaladja a legtöbb alapanyag szilárdságát. A lapka rugószerű kialakítása lehetővé teszi a terhelések egyenletes elosztását a menet teljes hosszában, így a nyíróterhelést radiális "karikafeszültséggé" alakítja a kiváló illesztési integritás érdekében.
Az eredetileg repülőgép- és autóipari alkalmazásokhoz kifejlesztett huzalmenetes betétek két elsődleges funkciót látnak el: sérült vagy lecsupaszított menetek javítása és erősítő szálak lágy anyagokban például alumínium, magnézium és kompozitok. A kész felület (8-16 mikroinch) kivételesen sima, gyakorlatilag kiküszöböli a súrlódás okozta meneteróziót és korrózióállóságot biztosít.

A huzalmenetes betétek fő típusai
A huzalmenetes betéteket reteszelőmechanizmusuk és beépítési módjuk alapján kategorizálják. A négy elsődleges típus a következő:
Szabadon futó (szabványos) betétek
Ezek a leggyakoribb típusok – lényegében csavarmenetes rugók, amelyek a csavar méretének megfelelő belső menetet hoznak létre. Sima, szabadon futó meneteket biztosítanak mindenféle rögzítési funkció nélkül. A legjobb: Általános célú alkalmazások, ahol gyakori össze- és szétszerelés szükséges, és a vibráció minimális.
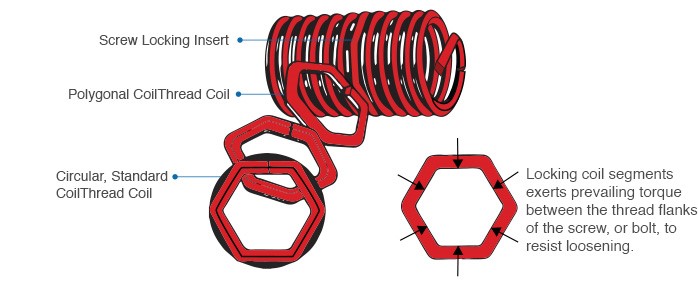
Csavaros rögzítő betétek
Ezek a betétek egy vagy több sokszögű markolattekerccsel rendelkeznek, amelyek radiális nyomást fejtenek ki a külső menetre, uralkodó nyomatékot hozva létre, hogy megakadályozzák a vibráció vagy ütés miatti kilazulást. Kiküszöböli a további reteszelő mechanizmusok, például a rögzítő alátétek vagy a menetrögzítő keverékek szükségességét. A legjobb: Erős vibrációjú környezetek, például hajtóművek, gépek és repülőgép-ipari alkalmazások.
Tanged betétek
Az eredeti kialakítás egy kis tágóval (beépítési fogantyúval) a tekercs egyik végén. A csap összeakad a szerelőszerszámmal, és a beszerelés után le kell törni. Előnyök: Alacsonyabb költség, megalapozott megbízhatóság. Hátrányok: Idegen tárgy törmelék (FOD) veszélye a törött szegecsből, ami a zsákfuratokból történő eltávolítást igényli.
Kusza betétek
Modern innováció, amely mindkét végén meghajtó hornyokkal rendelkezik, nem csípős. Ezek a betétek a darabok letörése nélkül felszerelhetők és eltávolíthatók, így teljesen kiküszöbölhető az FOD kockázata. Előnyök: Újrafelhasználható, gyorsabb telepítés, nincs szükség szagtalanításra, ideális kritikus repülési és tisztatéri alkalmazásokhoz. Elérhető: Szabadonfutó és csavaros reteszelő konfigurációk egyaránt.

| Írja be | Záró funkció | Telepítés | FOD kockázat | Legjobb alkalmazás |
|---|---|---|---|---|
| Szabadon futás | Egyik sem | Tanged vagy kusza | Alacsony-közepes | Közgyűlés |
| Csavaros rögzítés | Radiális markolat tekercsek | Tanged vagy kusza | Alacsony-közepes | Magas vibrációjú környezet |
| Tanged | Változó | Tang-letörést igényel | Közepes-magas | Költségérzékeny alkalmazások |
| Tangless | Változó | Nincs szükség leállásra | Egyik sem | Repülés, kritikus rendszerek |
Hogyan válasszuk ki a megfelelő modellt
A megfelelő huzalmenet-betét kiválasztásához négy kulcsfontosságú paramétert kell figyelembe venni:
Menetméret és menetemelkedés
Illessze a betétet a csavar specifikációihoz (metrikus: M2–M39; angolszász: UNC/UNF #2 – 1/2" és nagyobb). A betétnek meg kell egyeznie a rögzítőelem névleges átmérőjével és menetemelkedésével (durva vagy finom).
Hossz beszúrása
A betét hossza a menet átmérőjének többszöröseként van megadva (D):
- 1.0D: Minimális kapcsolódás, szűk helyekre alkalmas
- 1,5D: Szabványos hossz a legtöbb alkalmazáshoz
- 2.0D–3.0D: Maximális szilárdság nagy terhelésű vagy kritikus alkalmazásokhoz
Anyag kiválasztása
A szabványos betétek ebből készülnek 304 rozsdamentes acél (AISI 304, 200 000 psi szakítószilárdságig munkaedzett). Speciális alkalmazásokhoz:
- 316 rozsdamentes acél: Fokozott korrózióállóság tengeri/kémiai környezetben
- Inconel X-750: Magas hőmérsékletű alkalmazások (akár 550°C/1022°F)
- Foszforbronz: Csökkentett kopás- vagy szikraállóságot igénylő alkalmazások
Felületkezelés
Az opcionális bevonatok javítják a teljesítményt bizonyos körülmények között:
- Száraz filmes kenőanyag (MolyLube): Csökkenti a súrlódást nagy nyomatékú alkalmazásoknál, ellenáll a magas hőmérsékletnek
- Kadmium vagy nikkel bevonat: Kiváló korrózióállóság, megakadályozza a beépítés során a pattanást
- Ezüst bevonat: Extrém hőmérsékletű alkalmazások, csökkenti a szálak elakadását
Szükséges telepítőeszközök
A huzalmenetes betét teljes beszereléséhez a következő speciális szerszámokra van szükség:

| Eszköz | Funkció | Specifikációs megjegyzések |
|---|---|---|
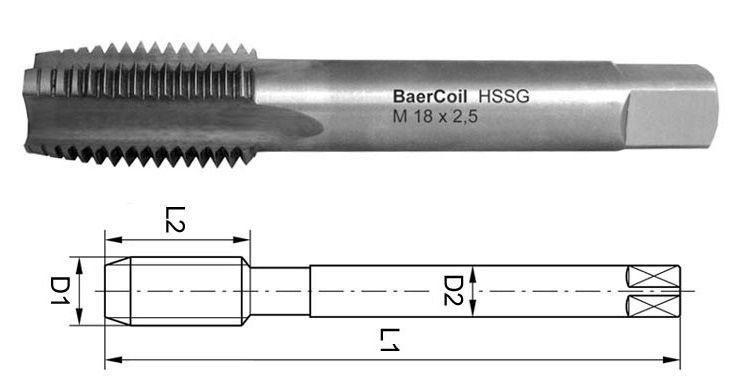
| STI (csavarmenetes betét) Csap | Belső meneteket hoz létre a beillesztéshez | Nagyobb emelkedési átmérő, mint a szabványos csap; pontosan meg kell egyeznie a betét méretével |
| Maglyukfúró | Fúrás előtt vezetőlyukat fúr | A lapka méretétől függő átmérő; tűrések nem megengedettek |
| Beszúró eszköz (előcsévélő) | A szelek beillesztik a menetes lyukba | kézi, elektromos vagy pneumatikus; befogott vagy nem foglyul ejtett tüsketípusok |
| Tang Break Tool | Telepítés után eltávolítja a foltot | Lyukasztó és kalapács (200g) kis méretekhez; speciális bontószerszámok nagyobb méretekhez |
| Süllyesztő | Bevezető letörést hoz létre | Mélység ≤ 0,4 × osztás; megakadályozza a betétmenet keresztezését |
| Menetes dugaszmérő | Ellenőrzi a kész szál pontosságát | Go/No-Go mérő a minőségellenőrzés érdekében |
| Kivonó eszköz | Eltávolítja a sérült betéteket | Javításhoz vagy cseréhez szükséges |
Elektromos szerszám opciók: A nagy mennyiségű gyártáshoz a pneumatikus vagy elektromos szerelőszerszámok állésó beépítési mélységet biztosítanak az állítható mélységhatárok és az automatikus visszafordítási funkciók révén.
Helyes telepítési eljárás
A megfelelő telepítés pontosan követi öt lépésből álló sorozat . Az ettől az eljárástól való eltérés a betét meghibásodásának elsődleges oka.

1. lépés: Fúrás
A megadott STI fúróval fúrja ki a lyukat a megfelelő átmérőig és mélységig. Kritikus követelmények: A fúrási mélységnek legalább 1-2 menettel meg kell haladnia a lapka beépítési mélységét; a lyuk nem lehet kúpos; a forgácsokat teljesen el kell távolítani – különösen a vakfuratok esetében.
2. lépés: Süllyesztés
Alkalmazzon süllyesztőt a furat bemenetére, hogy megakadályozza a menet keresztezését, és biztosítson bevezetőt a betét számára. Maximális süllyesztési mélység: 0,4 × emelkedés. A túlzott süllyesztés veszélyezteti a lapkatartást.
3. lépés: Koppintás (STI Tap)
Vágja el a meneteket a megadott STI menetfúróval, amely nagyobb menetemelkedési átmérőt hoz létre, mint a szabványos menetfúrók, hogy megfeleljen a lapka külső átmérőjének. Az átmenő furatok esetében a csap mélységének meg kell haladnia a betét hosszát. A zsákfuratok esetében alkalmazzon ellenőrzött erőt, hogy megakadályozza a csap eltörését. Tisztítsa meg alaposan a meneteket sűrített levegővel (radiális fúvókák a zsákfuratokhoz) a betét beszerelése előtt.
4. lépés: Helyezze be a telepítést
Szerelje fel a betétet a szerelőszerszámra, akasztóval (tangolt lapkák esetén) vagy meghajtó hornyokkal (gubancmentesített lapkák esetén). Forgassa el a szerszámot, hogy a betétet a menetes furatba tekerje. Állítsa le, amikor a betét 0,25–0,75 menettel a felület alatt van. Kerülje a túlzott axiális erő kifejtését, amely "keresztmenetet" vagy a betét sérülését okozhatja.
5. lépés: A rúd eltávolítása (csak beszúrt betétek)
Átmenő lyukak esetén: Helyezze a szúrószerszámot (lyukasztót) a fül fölé, és üsse meg a szerszám másik végét egy 200 g kalapács hogy lenyírja a szarmat. Vaklyukak esetén: Használjon hosszú orrú fogót vagy kihúzószerszámokat a törött csigák eltávolításához. Ellenőrizze egy menetdugó-mérővel, hogy a kész menet megfelel-e a specifikációnak (általában ISO 2/6H tűrés).

Kompatibilis anyagok
A huzalmenetes betétek gyakorlatilag minden mérnöki anyaggal kompatibilisek, különösen a puhább aljzatok esetében.
Lágy fémek (elsődleges alkalmazások)
- Alumíniumötvözetek: A leggyakoribb alkalmazás; megakadályozza a menetcsupaszodást öntött és kovácsolt alumíniumban
- Magnéziumötvözetek: Nélkülözhetetlen a könnyű repülőgép- és autóalkatrészekhez
- Réz és bronz: Kopásállóságot biztosít puhább színesfémeknél
- Titán: Kompatibilis, de gyakran használják menetjavításra, nem pedig elsődleges megerősítésre

Vasfémek
Míg ritkábban van szükség acélnál (amelynek megfelelő a menetszilárdsága), betéteket használnak öntöttvas és gömbgrafitos vas kopásállóságért és be acél olyan alkalmazások, amelyek gyakori össze-/leszerelést igényelnek a menetkopás megelőzése érdekében.
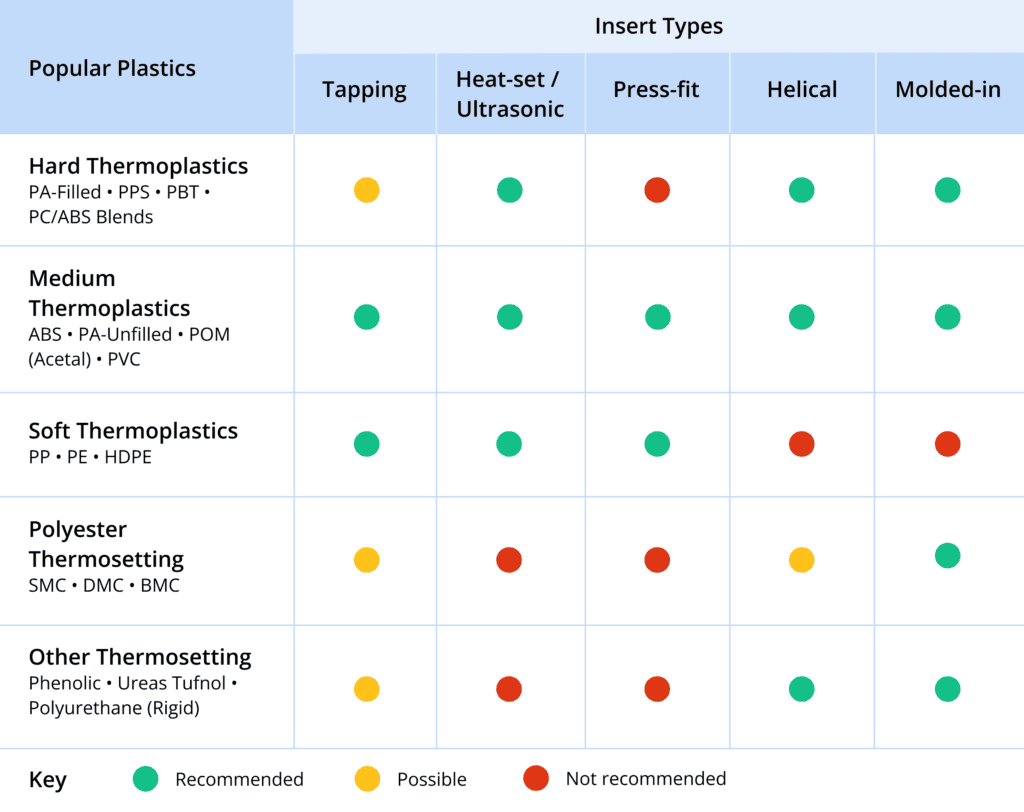
Nem fémes anyagok
Hatékony in hőre lágyuló műanyagok, hőre keményedő anyagok és kompozitok (szénszál, üvegszál), ahol a közvetlen szálak könnyen lecsupaszodnának. A betét radiális nyomása mechanikus reteszelést hoz létre feszültségkoncentráció nélkül, amely repedést okoz a rideg anyagokban.
Anyagkeménységi irányelv: A betétek akkor a legelőnyösebbek, ha az alapanyag keménysége kisebb 30 HRC (Rockwell C) . A keményebb anyagokban a betétek korrózióállóságot és menetélettartam-hosszabbítást biztosítanak, nem pedig szilárdságnövelést.
Túlhúzás és törés kezelése
A telepítési hibák szisztematikus javítást igényelnek a szál integritásának helyreállítása érdekében.
Túlfeszített betét eltávolítása
Ha egy betét túlfeszített vagy nem megfelelően van behelyezve, használjon speciális eszközt extrakciós eszköz . Illessze a szerszám hegyét a betéttekercsbe, nyomja meg erősen és forgassa el az óramutató járásával ellentétes irányba hogy kihátrálja a betétet. Makacs eseteknél alkalmazzon behatoló olajat, és hagyja beázni, mielőtt az extrakciót megkísérelné.
Törött betét eltávolítása
Ha a betét eltörik a telepítés során:
- Fúrja ki a törött betétet egy fúróval valamivel kisebb, mint az STI menetfúró mérete hogy elkerüljük a szülőszálak sérülését
- A maradék tekercstöredékek eltávolításához használjon csapelszívót vagy könnyűszerszámot
- Vizsgálja meg a menetes furatot, hogy nem sérült-e; ha a menetek sérülnek, fúrja ki a következő nagyobb betétméretet, vagy használjon szilárd perselybetétet (Keensert) a javításhoz

Megelőzési intézkedések
A túlfeszítés elkerülése érdekében:
- Használjon nyomatékkorlátozó szerelőszerszámokat vagy előre beállított nyomatékkulcsokat
- Állítsa le a telepítést, amikor a betét meg van 0,25–0,75 menettel a felszín alatt – soha ne süllyedjen vagy nyúljon ki
- A telepítés előtt ellenőrizze, hogy a csap mélysége elegendő-e; az elégtelen mélység "alulállást" és tekercstorzulást okoz
- Használjon megfelelő kenést a ütögetés során, hogy elkerülje a betét beszorulását okozó pattanást
Gyakran Ismételt Kérdések
A huzalmenetes betétek újra felhasználhatók?
A kusza betétek eltávolíthatók és többször felhasználhatók sérülés nélkül. A megtapadt betétek technikailag eltávolíthatók, de a csap letörése miatt az újrafelhasználás nem praktikus. A gyakori karbantartást igénylő alkalmazásokhoz a kezdetektől fogva határozza meg a gubancmentes betéteket.
Mennyivel erősebb a betétes menetes furat?
A megfelelően felszerelt huzalmenet-betét olyan menetet biztosít, amely az 20%-kal erősebb, mint az eredeti alapanyag fonal feszültségben és jelentősen jobb nyírásban. A terhelés eloszlása a lapka teljes hosszában, szemben a szabványos menetes furat első 2-3 menetének koncentrációjával, biztosítja az elsődleges szilárdsági előnyt.
Befolyásolják a betétek a csavar nyomaték specifikációit?
Csavaros rögzítő betétek szükségesek nagyobb beépítési nyomaték (jellemzően 1,5–2× szabvány) a markolattekercsek uralkodó nyomatéka miatt. A szabadon futó lapkák szabványos nyomatékértékeket használnak. Mindig ellenőrizze a lapka gyártójának előírásait, mivel az alulhúzás meglazulást, míg a túlzott meghúzás a csavar meghibásodását okozhatja.
A huzalmenetes betétek szabványosak?
Igen, a legtöbb betét megfelel DIN 8140 (európai), NASM 21209 (Repülőgép), vagy MS21209 (Katonai szabvány). Ez a szabványosítás biztosítja a gyártók közötti kompatibilitást a betétek, menetfúrók és szerelőszerszámok esetében, bár a kritikus alkalmazásoknál ajánlott az ellenőrzés.
Beépíthetők a betétek a zsákfuratokba?
Igen, a zsákfuratokban a szálkás és gubancmentes lapkák is működnek. A zsákfuratokban lévő szaggatott lapkáknál ügyeljen arra, hogy a furatmélység megfeleljen a teljes lapkahossznak és a csap letörési hézagának. A gubancmentes betétek különösen előnyösek a zsákfuratoknál, mivel kiküszöbölik annak kockázatát, hogy laza gubancok maradjanak az üregben.
Mi okozza a betét "pörgését" vagy kihúzását?
A beszúrás forgása a szülőfuratban azt jelzi elégtelen radiális nyomás , amelyet általában a következők okoznak: (1) a hibás STI menetfúró méret, ami túlméretezett meneteket eredményez, (2) a minimális keménység/nyírószilárdság alatti anyagba történő beszerelés, vagy (3) túl rövid betéthosszúság a terheléshez. A kármentesítéshez ki kell fúrni és be kell szerelni egy nagyobb betétet, vagy át kell váltani egy kulcszáras tömör betétre.